3D打印砂芯为设计师设计砂型/芯提供了前所未有的自由。由于打印型芯在某些重要性能上与射芯型芯有显著差异,因此对涂料有特定要求。
HA为3D打印工艺研发了特殊的Arkopal RP(Rapid Prototyping 快速成型)系列涂料,已成功得到了表面光洁的无缺陷铸铁/钢件。
打印的砂芯其特殊的表面结构和复杂性都要求涂料具有异于寻常的应用性能。同时,涂料本身还须解决铸件缺陷。
3D打印砂芯的强度和紧实度,以及浇注的内腔结构和粘结成型材料都起着重要作用。打印方向不同带来的强度差异可导致铸件出现脉纹倾向。使用常规涂料,可减少脉纹缺陷,但不能完全消除。为了找到合适的解决方案,涂料必须适应3D打印砂芯的特殊性。

Arkopal RP 产品研发
在研发3D打印专用涂料的过程中,HA CoC对涂料在打印砂芯中的作用以及如何满足3D打印工艺的特殊要求进行了深入研究。
首先,通过铸钢/铁件的基准测试确定了3D打印专用涂料的特征。为此,将测试模具进行改进,能更好的比较脉纹类缺陷。
为了验证打印方向对铸件质量的影响,每个砂芯都以两个不同方向打印:垂直或水平。基准测试是使用约1430℃ 铸铁件的铸造温度下浇注。浇注后,将样件切成两半,并用压缩空气清除附着的砂残留物。
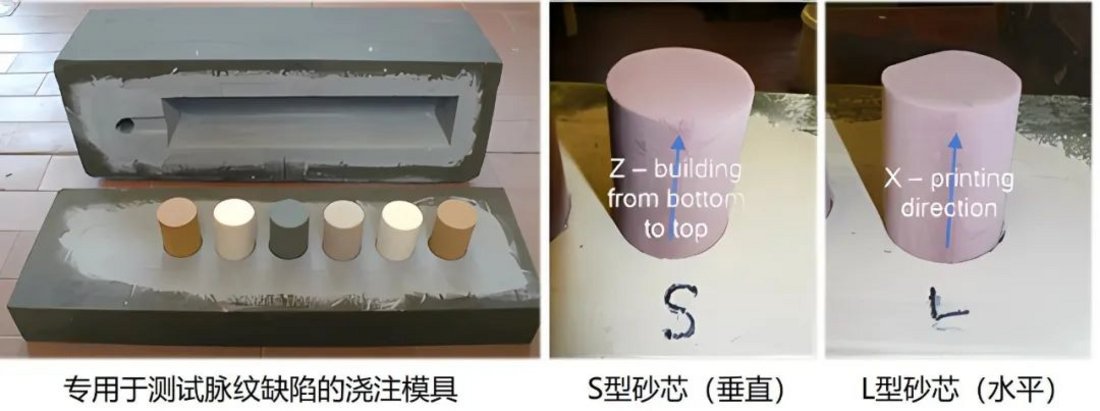
打印方向&堆积密度
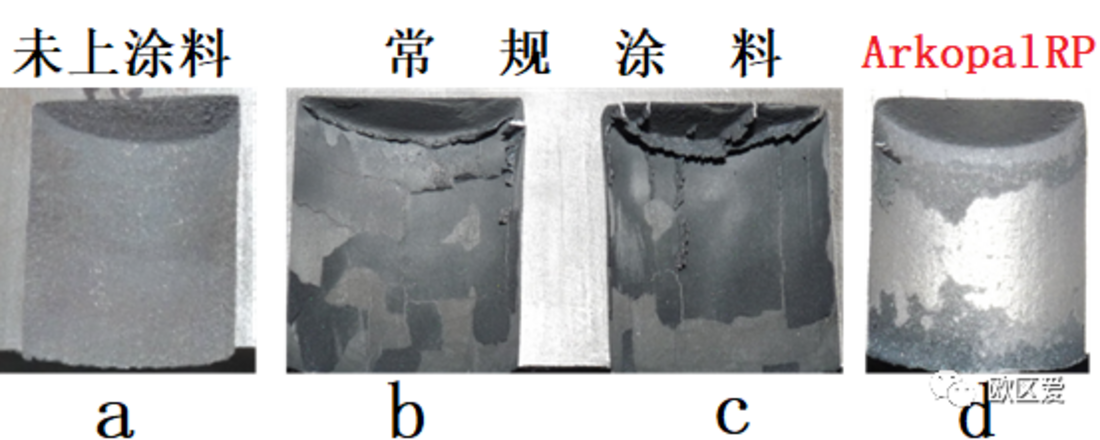
在测试过程中,发现未上涂料的砂芯在浇注后没有脉纹类缺陷,但是铸件表面非常粗糙。
一般射芯工艺中,由于砂粒的堆积密度高,加上其他因素会导致脉纹缺陷,因为在浇注过程中,发生了β-α石英的相变,砂粒需要空间膨胀。
由于砂粒是分层堆积的,3D打印砂芯的紧实度低于射芯砂芯,并取决于打印方向,通过粘结产生的强度也受此影响。
实验表明脉纹的形成一方面取决于砂芯的几何形状,另一方面也取决于打印方向。
涂料应用方式&涂层
在进一步实验中,发现几个因素在抑制脉纹倾向方面起着主要作用:打印的方向、砂芯的几何形状、涂料的应用方式,以及涂料成分和涂层。
试验结果表明,与浸涂相比,刷涂时铸件缺陷明显减少。其中一个原因可能是涂层渗透到砂芯而导致的。通常在相同应用方式的情况下更厚的涂层厚度具有更好的铸件表面。
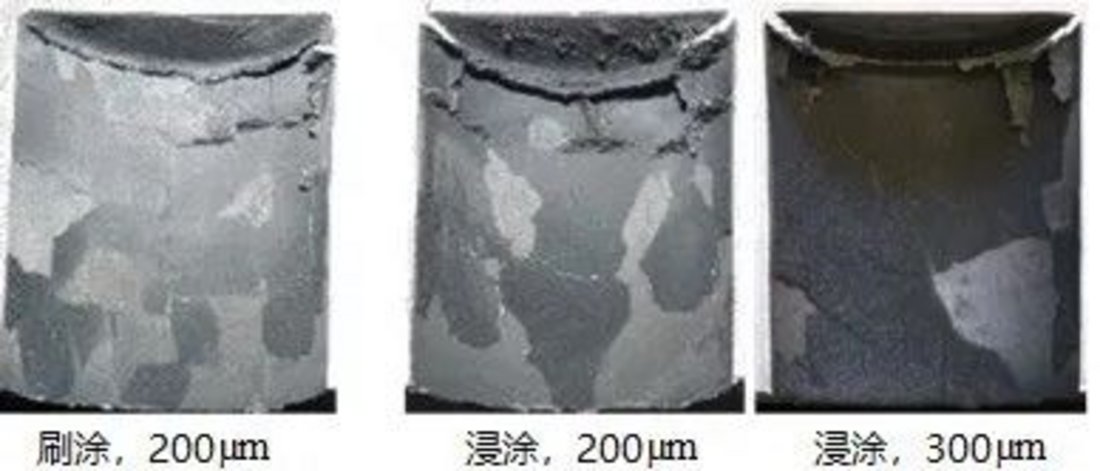
从试验结果还可以看出,压力方向和涂层厚度对铸件缺陷的产生都起着重要作用。
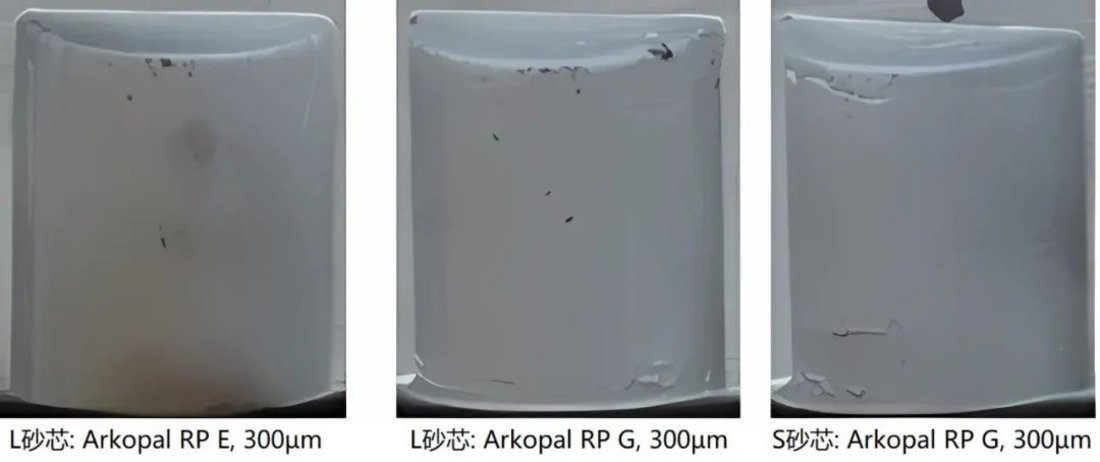
在HA CoC进行的测试中,垂直打印的砂芯(S型)比水平打印的砂芯(L型)检测到更多的脉纹缺陷。使用完全匹配的涂料可以极大地减少脉纹和粘砂。
研发成果
HA研究表明,3D打印工艺有几个因素对铸件缺陷有影响,其中砂芯的几何形状和打印方向在铸钢/铁中起着重要作用。与水平打印的砂芯相比,垂直打印的砂芯脉纹缺陷更明显。
选择可避免缺陷获得光洁铸件表面的涂料,其化学成分和工艺特性都是重要的考量指标。涂料的应用方式和由此产生的涂层厚度也有一定的作用。
Arkopal RP系列涂料专门为3D砂芯研发而成,可避免脉纹缺陷,得到光洁的铸件表面。